纖維成品
表面處理幾乎總是應用在纖維上,既可以使處理損傷最小化,又可以提高纖維/基質界面結合強度。在復合材料應用中,碳和芳綸纖維的表面光潔度或尺寸通常能同時發揮這兩種功能。在纖維制造過程中,該上漿劑被涂在纖維上,在纖維轉化為織物的整個過程中,該上漿劑一直保留在纖維上。對于玻璃纖維,可以選擇一種表面處理方法。
玻璃纖維成品
用于直接纖維加工的玻璃纖維粗紗,如預浸、拉擠和長絲纏繞,在纖維制造時采用“雙重功能”整理處理。
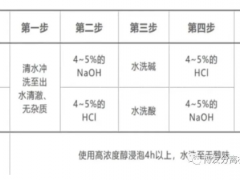
然而,玻璃纖維紗用于織造時經過兩個階段的處理。第一道表面處理是在纖維制造點上進行的,在相當高的水平上,純粹是為了保護纖維在處理和處理過程中不受損壞
編織過程本身。這種保護性整理物通常是淀粉基的,在編織過程結束后,通過加熱或化學物質將其清洗或“沖刷”掉。經過洗滌的機織織物然后分別用不同的基體兼容整理處理,專門設計以優化纖維與樹脂的界面特性,如粘結強度、耐水性和光學清晰度。
碳纖維成品
結構復合材料中使用的碳纖維的表面處理或尺寸通常是環氧基的,根據纖維的最終用途使用不同的水平。織造時的漿料水平約為重量的1-2%,而膠帶預浸或細絲纏繞(或類似的單纖維工藝)的漿料水平約為0.5-1%。尺寸的化學性質和水平不僅對保護和基質相容性很重要,而且因為它們影響纖維的擴散程度。纖維也可以不上漿供應,但由于一般處理,這些纖維很容易斷裂。大多數碳纖維供應商為每個等級的纖維提供3-4級尺寸。
芳綸纖維成品
芳綸纖維在制造時經過整理處理,主要是為了基體相容性。這是因為芳綸纖維需要較少的保護,以防止纖維處理造成的損壞。主要類型的纖維處理是復合表面處理,橡膠兼容表面處理(皮帶和輪胎)和防水表面處理(彈道軟裝甲)。與碳纖維飾面一樣,根據使用纖維的工藝類型,復合應用飾面也有不同的水平。
織物類型和結構
在聚合物復合材料術語中,織物被定義為由碳、芳綸或玻璃或這些纖維的組合制成的長纖維組裝,以生產一層或多層纖維的平板。這些層要么是通過纖維本身的機械聯鎖,要么是通過一種次級材料將這些纖維結合在一起并固定在適當的位置,從而使組裝具有足夠的完整性。
織物的類型是根據所使用的纖維的方向和用于將纖維粘合在一起的各種構造方法進行分類的。
四種主要的纖維取向類別是:單向,0/90°,多軸和其他/隨機。這些將在下面描述。不同材料的許多方面的進一步細節包含在SP系統復合材料手冊的加固部分。
單向織物
單向織物(UD)是指大部分纖維只向一個方向運動的織物。少量纖維或其他材料可以向其他方向流動,其主要目的是將初級纖維固定在位置上,盡管其他纖維也可以提供一些結構特性。雖然一些0/90°面料的織工將重量僅為單向75%的面料稱為單向面料,但SP Systems的研究表明單向度僅適用于纖維重量占某一方向重量90%以上的織物。單向纖維通常在0°方向(沿棍- a經紗UD),但也可以在90°到卷長(一個緯紗UD)。
真正的單向織物能夠將纖維精確地放置在所需的位置,并以最佳數量放置在組件中(不多于或少于所需數量)。除此之外,UD纖維是直的,無卷曲。這使得復合材料結構中的織物具有最高的纖維性能。對于機械性能,單向織物只能通過預浸單向膠帶來改善,其中沒有任何二次材料將單向纖維固定在適當的位置。在這些預浸產品中,只有樹脂系統將纖維固定在適當的位置。
單向結構
有多種方法可以使初級纖維保持單向的位置,包括編織、縫合和粘合。與其他織物一樣,單向織物的表面質量由兩個主要因素決定:一次纖維的支數和紗線數的組合以及二次纖維的數量和類型。織物的懸垂度、表面光滑度和穩定性主要由結構風格決定,而面積重量、孔隙率和(在較小程度上)濕性則由選擇纖維tex和每厘米纖維數的適當組合決定。
單向的經線或緯線可以通過拼接過程制成(參見本出版物的“多軸”部分中的信息)。然而,為了獲得足夠的穩定性,通常需要在織物表面加一塊墊子或紙巾。因此,與組裝纖維所需的拼接線一起,這種類型的UD織物中存在相對大量的次要寄生材料,這往往會降低層壓性能。此外,縫合線0°層的高昂成本和相對較慢的生產速度意味著這些織物可能相對昂貴。
0/90°織物
對于需要多種纖維取向的應用,結合0°和90°纖維取向的織物是有用的。其中大部分是編織產品。0/ 90°織物可以通過拼接而不是織造工藝生產,下面的“多軸織物”中給出了這種拼接技術的描述。
機織物
機織織物是由經紗(0°)纖維和緯紗(90°)纖維按規則圖案或編織方式交織而成。織物的完整性是由纖維的機械聯鎖來維持的。懸垂度(織物符合復雜表面的能力),表面平整度和織物的穩定性主要由編織方式控制。面積重量、孔隙率和濕出度(在較小程度上)由選擇正確的纖維密度和纖維數/厘米*來決定。以下是一些比較常見的編織風格的描述:
平紋織物

每根經紗交替穿過每根緯紗。面料對稱,穩定性好,孔隙度合理。然而,它是最難以懸垂的織物,與其他織物相比,高水平的纖維卷曲賦予相對較低的機械性能。對于大纖維(高密度),這種編織方式會產生過多的卷曲,因此它往往不用于非常厚重的織物。
斜紋
一根或多根經紗以有規律的重復方式交替地在兩根或多根緯紗上或下編織。這就產生了視覺效果的直或斷裂的垂直'肋骨'的織物。斜紋織物比平紋織物更顯濕潤和垂墜,只是穩定性略有下降。由于卷曲減少,織物也有一個光滑的表面和稍高的機械性能。
緞紋
緞紋織物基本上是斜紋織物,經改良后產生較少的經緯交叉。
名稱中使用的“線束”編號(通常為4,5和8)是在纖維重復之前交叉和穿過的纖維總數。“交叉腳”編織是緞面編織的一種形式,在重復模式中有不同的錯開。緞紋織物非常平整,具有良好的透濕性和高度的懸垂性。低壓彎具有良好的機械性能。緞面織物允許纖維在最接近的地方編織,并可以生產出緊密“緊密”的織物。然而,這種風格的穩定性和不對稱性是需要考慮的。這種不對稱導致織物的一面纖維主要沿經紗方向運動,另一面纖維主要沿緯紗方向運動。在組裝這些織物的多層時必須小心,以確保應力不會通過這種不對稱效應建立在組件中。
籃織
籃織與平紋基本相同,只是兩根或兩根以上經紗纖維與兩根或兩根以上緯紗纖維交替交織。兩根經紗穿過兩根緯紗的排列被稱為2x2籃,但纖維的排列不需要對稱。因此,有可能有8x2, 5x4等。籃狀織物更平整,由于卷曲較少,比平紋織物更結實,但不太穩定。它必須用于由厚(高密度)纖維制成的重型織物,以避免過度卷曲。
梭織
梭織編織提高了“開放式”織物的穩定性,這種織物具有低纖維計數。一種平紋織物,相鄰的經紗纏繞在連續的緯紗上形成螺旋對,有效地將每條緯紗“鎖定”在適當的位置。拉諾織物通常與其他織物組合使用,因為如果單獨使用,其開放性不能產生有效的復合成分。
仿梭織
一種平紋織造法,在這種織造法中,偶爾有幾根經紗按一定的間隔從交替的上下交錯中抽出,而改為每兩根或兩根以上的纖維交織一次。這種情況在緯線方向上發生的頻率相似,總體效果是織物厚度增加,表面粗糙,孔隙率增加。
四方織法
四方織法是一種特殊的編織風格,由SP系統開發,以促進層壓在大的表面區域。面料,在任何纖維,編織在4-挽具緞面風格,給一個良好的組合懸垂,潮濕和空氣釋放。當織物在模子中鋪設時,經緯纖維中都包含有示蹤劑,用于織物的對準——玻璃織物中有藍色(聚酯)示蹤劑,碳織物中有黃色(芳綸)示蹤劑。織物的邊緣在厚度上呈錐形,以便相鄰織物可以以最小的厚度增加重疊。減少經紗邊緣處(通常距織物邊30毫米處)的纖維支數,可產生變細效果。
機織玻璃紗織物與機織粗紗
以紗線為基礎的織物通常比粗紗具有更高的單位重量強度,并且通常更細,生產的織物在可用重量范圍的較輕一端。編織粗紗的生產成本較低,可以更有效地濕潤。無論如何,由于它們只能在較重的質地中使用,它們只能生產可用重量范圍的中等到較重的織物,因此更適合于較厚、較重的層壓板。
下表涵蓋了在考慮將玻璃紗纖維用于復合材料組件時應用的一些選擇標準。
縫合0/90°織物
0/90°織物也可以通過拼接工藝制作,有效地將兩層單向材料組合成一種面料。
由于以下因素,縫制0/90°織物在某些性能上比機織織物的機械性能提高20%:
1.平行無卷曲纖維在加載時立即承受應變。
2.在機織織物中經緯纖維交點處發現的應力點被消除。
3.與機織板相比,層壓板可裝入密度更高的纖維。在這方面,織物的行為更像是單向層。
與機織織物相比的其他優點包括:
1.用超過1kg/sqm的纖維就可以很容易地生產出厚重的織物。
2.增加纖維的填料可以減少樹脂的用量。
混合纖維
“混合”一詞指的是在結構中含有一種以上結構纖維的織物。在多層層壓板中,如果需要一種以上類型的纖維的性能,那么可以提供兩種織物,每一種都含有所需的纖維類型。然而,如果需要低重量或極薄的層壓板,混合織物將允許兩種纖維在一層織物中呈現,而不是兩層。在混紡織物中,一根纖維在緯紗方向上運動,另一根纖維在經紗方向上運動是可能的,但更常見的是在經紗/緯紗方向上發現每種纖維的線是交替的。雖然鋁雜化體最常見于0/90°機織織物,但該原理也用于0/90°針織物、單向織物和多軸織物。最常見的混合組合有:
碳纖維/芳綸
芳綸纖維具有較高的抗沖擊性和抗拉強度,同時炭具有較高的抗壓強度和抗拉強度。這兩種纖維密度都很低,但成本相對較高。
芳綸/玻璃纖維
芳綸纖維的低密度、高抗沖擊性和抗拉強度與玻璃良好的抗壓和抗拉強度相結合,再加上成本較低。
碳纖維/玻璃纖維
碳纖維具有較高的拉伸抗壓強度和剛度,并降低了密度,而玻璃則降低了成本。
多軸織物
近年來,多軸織物已開始在復合材料構件的構造中得到青睞。這些織物由一層或多層長纖維組成,由二級非結構拼接胎面固定。主要纖維可以是任意組合的任何結構纖維。縫合線通常是聚酯纖維,因為它結合了適當的纖維性能(用于將織物粘合在一起)和成本。除了簡單的0/90°機織織物外,拼接工藝還可以將多種纖維取向組合成一種織物。多軸織物有以下主要特點:
優勢
與機織類型相比,縫制多軸織物的兩個關鍵改進是:
(i)更好的機械性能,主要是因為纖維始終是直的,沒有卷曲,而且隨著織物層數的增加,纖維的方向也越來越多。
(ii)基于織物可以做得更厚和具有多種纖維取向的事實,提高組件構建速度,因此在層壓序列中需要包含的層數更少。
劣勢
聚酯纖維不能很好地與一些樹脂系統結合,因此拼接可能是產生吸汗或其他故障的起點。織物的生產過程也可能很慢,機器的成本也很高。這一點,再加上低重量織物需要更昂貴的低特克斯纖維來獲得良好的表面覆蓋,這意味著與機織織物相比,高質量的縫制織物的成本可能相對較高。對于極重的織物,雖然可以將大量的纖維快速地融入到組件中,但如果沒有自動化的工藝,也很難用樹脂浸漬。最后,除非像SP織物樣式那樣仔細控制,否則縫合過程會將纖維聚集在一起,特別是在0°方向,在層壓板中產生富含樹脂的區域。
織物結構
這種面料最常見的形式如下圖所示:
多軸面料的基本制作方法有兩種:
編織與縫合
用“編織和縫合”方法+45°和-45°層可以通過編織單向緯紗,然后在特殊的機器上傾斜織物,到45°層。經紗單向或緯紗單向也可以不傾斜地制成0°和90°層。如果0°和90°層都存在于多層針織物中,那么這可以由傳統的0/90°機織織物提供。由于可以使用粗粗紗來制作每一層,編織過程相對較快,后續通過簡單的拼接框架將層拼接在一起。
用這種方法制作四邊形(四層:+45°,0°,90°,-45°)織物,單向緯紗將被編織,并在一個方向傾斜,形成+45°層,在另一個方向傾斜,形成-45°層。0°層和90°層將呈現為單一的編織織物。然后,這三個元素將被縫合在一個拼接框架上,從而產生最終的四軸織物。
同時針
同時針制是在針織工藝的基礎上,在專用機器上進行的,如利巴、馬利莫、邁耶等。每臺機器的纖維鋪設精度各不相同,特別是在保持纖維平行方面。這些類型的機器有一個框架,它同時為每個軸/層吸引纖維,直到所需的層已經組裝好,然后將它們縫合在一起,如下圖所示。
其他/隨機織物
碎鏈墊
切分絞線(CSM)是一種無紡布材料,顧名思義,由隨機定向的切碎的玻璃股組成-用于海洋應用-由PVA乳液或粉末粘結劑連接在一起。盡管PVA具有優越的懸垂處理和潤濕特性,但在海洋環境中的用戶應謹慎使用,因為它會受到水分的影響,并可能導致滲透,如水泡。
今天短切絞線襯墊很少用于高性能復合材料部件,因為它不可能生產具有高纖維含量的層壓板,根據定義,高強度重量比。
薄紗織品
薄紗織品是由均勻而隨機地分布在平面上的連續纖維絲組成的。然后用有機粘合劑如聚乙烯醇,聚酯等化學結合在一起。由于強度相對較低,它們主要不用作增強材料,而是作為層壓板上的堆焊層,以提供光滑的表面處理。組織通常制造的面積重量在5到50g/sqm之間。玻璃組織通常用于通過在表面富集樹脂來創建抗腐蝕屏障。同樣的濃縮工藝還可以防止膠衣表面高度卷曲織物的穿透打印。
花穗辮
辮子是由螺旋狀的纖維交織而成的管狀織物。管的直徑由管的周長纖維的數量、螺旋纖維的角度、每單位長度纖維的交點數量以及組件中纖維的尺寸(密度)來控制。如0/90°梭織織物,交織的樣式可有所不同(平紋、斜紋等)。管直徑通常為纖維角 ±45°,但編織過程允許纖維移動在大約25°和75°之間的角度,取決于纖維的數量和密度。窄角的直徑小,而寬角的直徑大。因此,沿著一根管的長度,可以通過改變纖維角度來改變直徑-較小的角度(相對于零)給予較小的直徑,反之亦然。編織可以在桅桿、天線、傳動軸和其他需要抗扭強度的管狀結構等復合材料部件中找到。