


手糊工藝是一種開模工藝,他的優點是在模具的形狀改變上有很大的自由度,模具價格低,適應性強、產品性能得到市場認可和投資少等。所以特別適合于小公司。但該工藝也存在一系列問題,如可揮發有機物(VOC)排放超標、對操作人員的健康影響大、人員易流失、材料限制多、產品性能低,樹脂浪費并且用量大等,尤其是產品質量不穩定,產品的玻纖和樹脂比例、部件厚度、層材制造速率、層材的均勻性等都受操作人員的影響,要求操作人員有較好的技術、經驗和素質。手糊產品的樹脂含量一般在50%-70%左右。開模工藝的VOC排放超過500PPm,苯乙烯的揮發量高達使用量的35%-45%。而各國規定都在50-100PPm。目前國外大都改用環戊二烯(DCPD)或其它低苯乙烯釋放樹脂,但苯乙烯作為單體還沒有好的替代品。

真空樹脂導入工藝是近20年來發展的低成本制造工藝,尤適合于大型產品的制造。其優點如下:
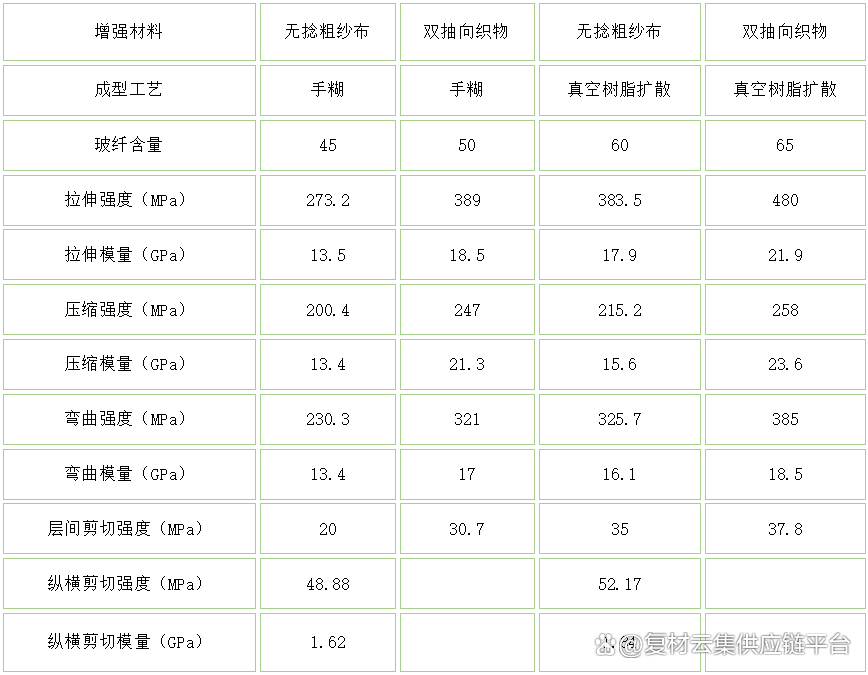
(1)產品性能優良,成品率高。在同樣原材料的情況下,與手糊構件相比,真空樹脂導入工藝成型構件的強度、剛度及其它的物理特性可提高30%-50%以上。工藝穩定后成品率可接近100%。
典型聚酯玻璃鋼性能比較
(2)產品質量穩定,重復性好。產品質量受操作人員影響小,不論是同一構件還是各構件間都存在高度的一致性。產品的纖維用量在注入樹脂前已按規定的量放入模具中,構件有相對恒定的樹脂比,一般在30%-45%,因此產品性能的均勻性和重復性比手糊工藝產品好得多,缺陷也少得多。
(3)抗疲勞性能提高,可減輕結構重量。由于制品纖維含量高、孔隙率低、產品性能高,尤其是層間強度的提高,大大提高了產品的抗疲勞性能。在強度或剛度要求相同的情況下,采用真空導入工藝制作的產品可減輕結構重量。
(4)環境友善。真空樹脂導入工藝是一種閉模工藝,揮發性有機物和有毒空氣污染物均被局限于真空袋中。僅在真空泵排氣(可過濾)和打開樹脂桶時有微量的揮發物。VOC排放不超過5PPm的標準。這也大大改善了操作人員的工作環境,穩定了勞動人員的隊伍,也擴大了可用材料的范圍。
(5)產品整體性好。真空樹脂導入工藝可同時成形加強筋、夾芯結構及其它嵌件,提高了產品的整體性,因此可制造風機機罩、船體和上層建筑等大型制品。
(6)減少原材料使用,減少用工。在同樣鋪層時,樹脂用量減少30%。浪費少,樹脂損耗率低于5%。勞動生產率高,比手糊工藝可節約勞動力50%以上。尤其在成型大型復雜幾何形狀的夾芯和加筋結構件時,材料和人工的節省更為可觀。如在航空工業的垂直舵制造中,使緊固件減少365個價格比傳統方法減少75%,產品重量不變,性能更好。

(7)制品精度好。真空樹脂導入工藝產品的尺寸精度(厚度)優于手糊制品。在同樣的鋪層下,一般真空樹脂擴散技術產品的厚度為手糊制品的2/3 。產品厚度偏差約為±10%,而手糊工藝一般為±20% 。產品表面的平整度優于手糊產品。真空樹脂導入工藝的機罩產品內壁光滑,表面自然形成富樹脂層,不需要另外加涂面漆。減少了打磨和涂漆工序的人工和材料。
當然目前真空樹脂導入工藝也有一定的缺點:
(1)準備工序時間較長而且較為復雜。需要正確的鋪層、鋪設導流介質、導流管、有效的真空密封等。因此對于小尺寸產品,其工藝時間反而超過手糊工藝。
(2)生產成本較高,并產生較多的廢料。如真空袋膜、導流介質、脫模布及導流管等輔助材料都是一次性使用,而且目前相當多的要依賴進口,故生產成本比手糊工藝高。但產品越大,這個差別越小。隨著輔助材料的國產化,這一成本差別也越來越小。當前研究可多次使用的輔助材料是本工藝的一個發展方向。
(3)工藝制造有一定的風險。尤其是大型復雜結構產品,一旦在樹脂灌注中失敗,產品易報廢。因此要有較好的前期研究,嚴格的工藝控制和有效的補救措施,以保證工藝的成功。

來源:復材應用技術網




