船舶操控臺的主體結構由三大部件構成:顯示單元、電子機箱單元和操控單元。傳統(tǒng)顯控臺的顯示單元、電子機箱單元和操控單元的主殼體結構顯示單元殼體、電子機箱殼體和操控單元殼體的材料均為鑄鋁。鑄鋁材料相對于碳纖維材料存在比重差、強度低的特點,在相同強度的前提下,利用碳纖維復合材料制成的艦艇顯控臺顯示單元殼體、電子機箱單元殼體和操控單元殼體質(zhì)量更輕,厚度更薄。碳纖維操控臺箱體結構舉例一款碳纖維艦船操控臺,尺寸為2000*1100*800mm,整個碳纖維操控臺箱體結構重量僅有61kg,與同款金屬材質(zhì)艦船操控臺相比,碳纖維操控臺重量減輕了約50%,滿足使用需求。這也可以看出,碳纖維在艦船操控臺箱體結構上的應用是完全可行。
一個完美碳纖維操控臺的呈現(xiàn)離不開它的成型工藝,其中樹脂傳遞模塑(Resign Transfer Molding,RTM)是將樹脂注入到閉合模具中浸潤增強材料并固化的工藝方法,也是碳纖維操控臺常用的成型工藝之一。樹脂傳遞模塑其主要工藝流程為鋪層、壓緊、注塑固化以及脫模。
1、鋪層
由熟悉碳纖維鋪層工藝的工藝人員制定工藝生產(chǎn)圖紙,確定每一層碳纖維所用的碳纖維布層的形狀和鋪設要求,按照規(guī)定的數(shù)量和表面處理方法由鋪層工人根據(jù)鋪層工藝卡片將碳纖維布層一層一層鋪設到模具中。2、壓緊
碳纖維布層鋪設到模具中后,進行合模。模具的陰模陽模通過定位裝置合在一起,并通過螺栓壓緊。
3、注塑固化
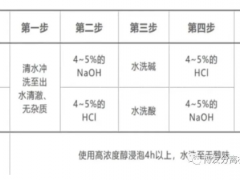
模具壓緊后,通過模具注塑口向模具中注入一定溫度的環(huán)氧樹脂,在注入的過程中在模具內(nèi)部通入循環(huán)熱油,使模具的溫度始終保持在一定的溫度范圍內(nèi),注塑完成后,保溫一定時間進行脫模。注塑過程中,如果生產(chǎn)工藝控制不好,會導致在碳纖維復合材料內(nèi)部產(chǎn)生氣泡,從而影響碳纖維復合材料的性能,為能有效的消除氣泡采用以下方法:
使模具內(nèi)部真空度保持為1*10^(5)Pa時,樹脂穿透空隙,從而大幅度降低空隙率,纖維被完全浸潤。
在進行注塑的過程中,使模具整體處于振動狀振動會產(chǎn)生高的剪切速度,使樹脂粘度下降,從而改變了樹脂的流動,充分浸漬預成型體,提高樹脂的的固化交聯(lián)度,降低氣泡含量。
4、脫模
將壓緊模具的螺釘松開,凸模和凹模脫離,此時碳纖維毛坯件位于凹模中,使用特制起模工具進行起模,形成碳纖維毛坯件。
脫模完成后,碳纖維毛坯件表面較為粗糙,邊緣毛刺較多,為了便于拼接,需對拼接面進行表面處理和去毛刺。表面處理和去除毛刺后,對分型毛坯件進行機加工,機加工拼接孔。
在拼接工裝的輔助作用下,將分型件按照圖紙要求,在拼接面處涂粘結劑,并采取一定措施進行緊固。在工裝的固定下,保持一定的時間等粘結劑完全凝固,從而形成整型毛坯件。
在經(jīng)過成型之后,還需對特殊的裝配表面和安裝孔及安裝面進行機加工,從而形成噴漆前的機加工件。機加工件再進行表面噴涂,由于艦船操控臺需要具備電磁屏蔽效果,還需在內(nèi)表面涂導電漆,經(jīng)過多道工序后才能制造出一個完整的碳纖維操控臺產(chǎn)品。
文章來源:船舶新材料
原標題:《【復材資訊】船舶操控臺的碳纖維復合材料RTM成型工藝》